Головна » Рішення » Реалізовані проєкти » Установка для автоматичного приварювання горловин та повітряних патрубків до бака з тонкої сталі з гарячеалюмінованим покриттям
01.06.2011
Розробник:
ІЕЗ ім. Е.О.Патона НАНУ
Призначення:
Установка розроблена для автоматичного зварювання з переповненим кільцем у середовищі захисного газу
Установка забезпечує одночасне зварювання на трьох позиціях, при цьому на четвертій позиції проводиться розвантаження та завантаження напівбака оператором. Після закінчення зварювань на позиціях зварювання установка переходить у стан очікування пуску оператором. Якщо напівбак завантажений для зварювання, то оператор здійснює пуск. Час між пусками триває до 40 секунд.
Вигляд установки з боку завантаження напівбака:

У створенні системи керування установкою активну участь брав співробітник СВ АЛЬТЕРА Матвійчук Георгій Миколайович.
Для створення системи керування використовувалася комплектація від СВ АЛЬТЕРА з урахуванням обмежувальних списків замовника.
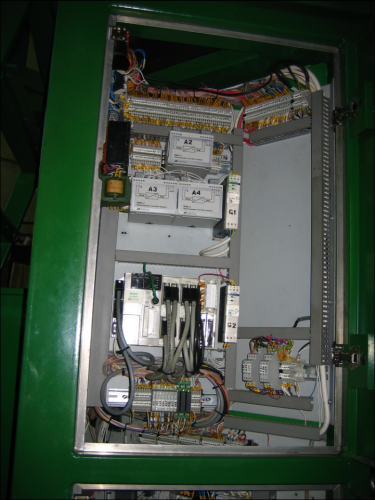
Вид відкритого відсіку керування групи PLC:
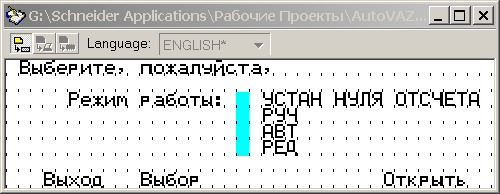
Основний людино-машинний інтерфейс реалізований на платформі операторської панелі типу MAGELIS від GROUPE SCHNEIDER, пов'язаної за інтерфейсом UNITELWAY із PLC типу Micro (PLC також від GROUPE SCHNEIDER). За його реалізації використано інтуїтивно-зрозумілий віконний принцип. Вікно вибору режимів роботи вказівником типу > , що циклічно вертикально переміщається, має вигляд:
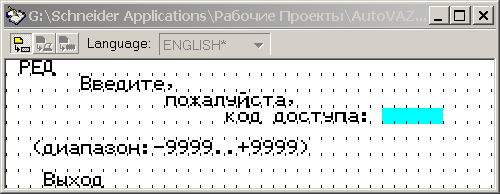
Режим РЕД (скорочене від редактора) використовується для завдання технологічних параметрів і для входу в нього потрібен пароль:
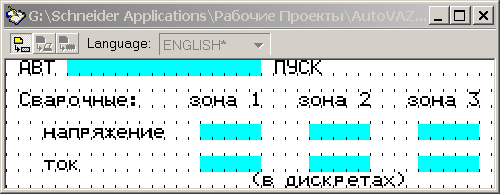
Оскільки три джерела зварювального струму заради економії місця змонтовані на другому поверсі установки, для моніторингу зварювальних струмів та напруги в процесі зварювання використовується вікно:
Для зручності спостереження оператором за швидкостями переміщень та подач механізмів на панель керування винесено сім клавіатур (на клавіатурах є дисплей). Кожна клавіатура пов'язана за послідовним інтерфейсом з певним частотним перетворювачем типу 8200 Vector фірми Lenze. Частотні перетворювачі керуються аналоговими та дискретними сигналами від PLC і забезпечують плавну зміну зварювальних переміщень (горизонтальне обертання зварювальних головок), а також плавну зміну подач зварювальних дротів механізмами подач, розташованих на зварювальних головках. Для цього використовується шість частотних перетворювачів. Вертикальне переміщення зварювальних головок провадиться пневмоприводами. Сьомий частотний перетворювач 8200 Vector підключений до електродвигуна обертача для позиціонування напівбаків у зонах зварювання. Цей частотний перетворювач працює у моментному режимі. Його аналогові сигнали завдання моменту та швидкості формуються PLC для швидкого та безударного позиціонування.
Процес позиціонування містить етапи плавного розгону, швидкого переміщення, плавного гальмування та утримання столу обертача на висувному упорі (тобто притискання до упору). Переміщення упору забезпечується пневмоприводом. Для контролю над позиціонуванням столу обертача використовується інкрементальний датчик переміщення фотоелектричного типу фірми Autonics, підключений до лічильних входів PLC.
Вид відкритого відсіку керування силової групи:

Контроль положення механізмів та наявності напівбаків на позиціях зварювання здійснюється за допомогою індуктивних датчиків фірми Carlo Gavazzi.
Керування електромагнітами пневморозподільників здійснюється транзисторними виходами PLC через твердотільні комутатори фірми Carlo Gavazzi.
Безпека оператора при пуску забезпечується фотоелектричним датчиком бар'єрного типу (складається з фотовипромінювача та фотоприймача), а також необхідністю натискання двох кнопок ПУСК двома руками.
Для зручності заправки зварювального дроту, перевірки функціонування та налагодження в кожній із зварювальних зон встановлено пульт місцевого керування. Логіка керування виключає зміну режиму, якщо взято місцеве керування хоча б одним пультом керування.
Як органи керування використовуються кнопки та перемикачі фірми Lovato electric.
В установці є додаткові підрежими для перевірки функціонування.
Так як установка призначена для роботи в темпі конвеєра і будь-який простий призводить до втрат, то в процесі роботи установки здійснюється контроль відмов та аварійних ситуацій із видачею відповідних повідомлень із локалізацією ситуації.
Захист обладнання в системі керування забезпечується використанням компонентів компанії Terasaki.