Головна » Рішення » Реалізовані проєкти » Автоматизована система керування установкою з мірного різання труб
05.04.2013
Проект реалізовано на підприємстві «Санпласт».
Особливістю процесу різання труб є необхідність синхронного руху труби та ріжучого інструменту в процесі різання. Забезпечення синхронізації цього руху на високих швидкостях за рахунок застосування сучасних приводних систем дозволяє істотно підвищити продуктивність установки в цілому. Одне з таких завдань щодо модернізації обладнання та підвищення продуктивності установки було успішно вирішено за активною участю фахівців «ДП СВ Альтера Дніпро».
Параметри установки з різання труб до модернізації:
Зовнішній вигляд вузла різання труб, що визначає продуктивність установки загалом:

Фахівцями «СВ АЛЬТЕРА Дніпропетровськ» для зручності керування установкою з мірного різання труб та підвищення її продуктивності було запропоновано систему візуалізації на базі панелі оператора ESA.
Людино-машинний інтерфейс організований так:
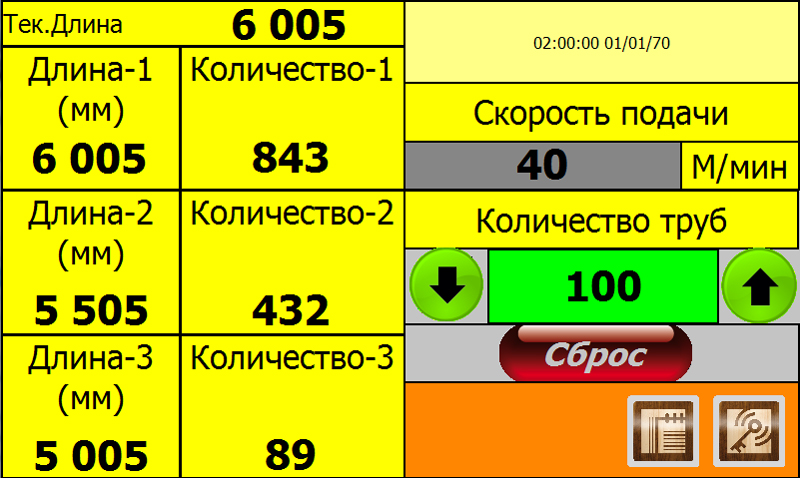
На екрані панелі оператора відображаються такі елементи керування та контролю:
Крім основних параметрів керування, в проекті створено сервісне меню, що дозволяє змінювати основні параметри системи інженером-технологом чи оператором. Для захисту від несанкціонованого доступу до налаштування системи сервісне меню закрите паролем.
Розташування компонентів автоматизації в електромонтажній шафі:

До дискретних входів ПЛК VIPA підключені елементи керування роботою установки, що відповідають за пуск та зупинення системи мірного різання. Також до ПЛК підключено сигнали фотоімпульсного датчика Kuebler, встановленого на валу ролика подачі труби. Дискретними виходами ПЛК через проміжні реле Relpol здійснюється керування котушками пневмоклапанів різання. Обмін даними між ПЛК VIPA та сервоперетворювачем Lenze 9300 Servo здійснюється за протоколом CANopen. Для розсіювання енергії гальмування механізму у схемі використовується гальмівний модуль EMB9352-E та зовнішній гальмівний резистор (на фото не вказано). Для високої точності синхронізації швидкості переміщення ріжучого інструменту та труби на вал двигуна переміщення ріжучого інструменту також встановлений інкрементальний фотоімпульсний датчик положення Kuebler.
Алгоритм роботи у разі аварійних ситуацій був відпрацьований у процесі налагодження. Також було реалізовано роботу системи з компенсацією люфтів редуктора, що збільшує термін служби механічних частин та підвищує точність різання.
В результаті модернізації системи керування установка з мірного різання труб дозволяє проводити різ з точністю +0…30 мм при максимальній швидкості подачі труби 73 м/хв, що свідчить про збільшення продуктивності установки майже в 1,5 рази.
Орієнтовний термін окупності системи – 2 місяці.