Головна » Рішення » Галузеві рішення » Харчова промисловість » ТРМ200 – Технологічний процес під контролем
Минув той час, коли за бляшаними непривабливими банками з написом «Тушёнка» вишиковувалися великі черги. Зараз виготовлення та продаж консервів поставлено на широку ногу, купити цей продукт можна у будь-якому магазині. Історія цієї універсальної їжі налічує понад 200 років, саме тоді й почали виготовляти консерви.
Проте постійним попитом користуються консерви тих виробників, які приділяють велику увагу якості своєї продукції. Висока якість продукції досягається прямими закупівлями сировини у кращих виробників та дотриманням технології виробництва.
Простота – запорука успіху. Що таке консерви? Це м'ясо, овочі або фрукти, закупорені герметично в банки з жерсті або скла, піддані впливу високої температури. Технологія виробництва консервів дозволяє їм зберігатися близько 2 років і не втрачати при цьому смакових якостей.
Процес виготовлення консервів складається з кількох основних етапів: підготовка сировини, підготовка тари, фасування, стерилізація, пастеризація, пакування.
Одним з основних етапів, який впливає на якість та збереження продукції, є пастеризація та стерилізація (термічна обробка консервів під тиском). Цей процес здійснюється в автоклавному цеху і вимагає суворого дотримання технологічних параметрів – тиску та температури обробки.
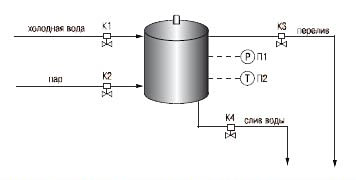

Фото 1. Цех пастеризації на заводі "Техада"
Тому без автоматизації тут не обійтися. Вирішити проблему контролю за температурою та тиском в автоклаві допоможе недорогий прилад російського виробника «ОВЕН» — ТРМ200 (Вимірник двоканальний з RS-485).
Нижче наведено функціональні можливості приладу:
На діаграмі № 2 показано схему автоматичної реєстрації температури та тиску в невеликому цеху на 8 автоклавів.
До складу системи входять:
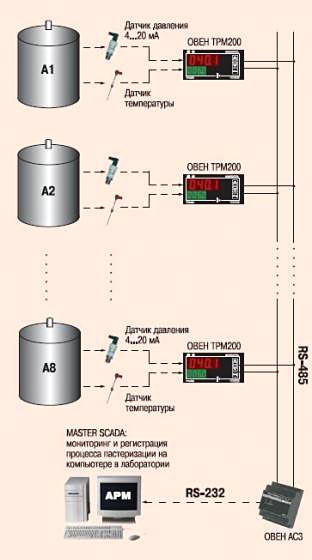
На кожному автоклаві встановлені температурний датчик типу ДТС065 і датчик тиску типу ПД 100 – ДІ. Датчики, у свою чергу, підключені до вимірювача двоканального ТРМ200. Прилади ТРМ200 змонтовані у шафі автоматики. У лабораторії технологів заводу чи іншому приміщенні встановлюється ПК із адаптером ОВЕН АС3-М. Через інтерфейс RS-485 вимірювачі ТРМ200 об'єднані в мережу та підключені до SCADA системи OWEN PROCESS MANAGER (OPM v 1.4).
Побудована таким чином система дозволяє на моніторі одного комп'ютера відображати всі поточні показання приладів ТРМ200, реєструвати та архівувати ці значення (це важливо) та формувати повідомлення про вихід контрольованих величин за задані межі технологічного процесу в реальному часі.
Раніше подібні завдання вирішувалися за допомогою 12-канального самописця типу КСМ2.
Такий спосіб контролю параметрів мав багато недоліків:
Переваги системи побудованої на базі ТРМ200 є очевидними:
Крім приладу ТРМ200, у консервній промисловості можна використовувати низку інших приладів «ОВЕН»:
Виробництво та реалізація консервів ведеться активно у всьому світі, ці продукти потрібні всім: домогосподаркам, офісним службовцям, мандрівникам, військовим, дачникам тощо. Завдяки сучасним засобам автоматизації технології виробництва консервів перейшли на новий рівень, що дозволяє виробляти недорогі продукти без зниження їх якісних показників.